石墨轴承
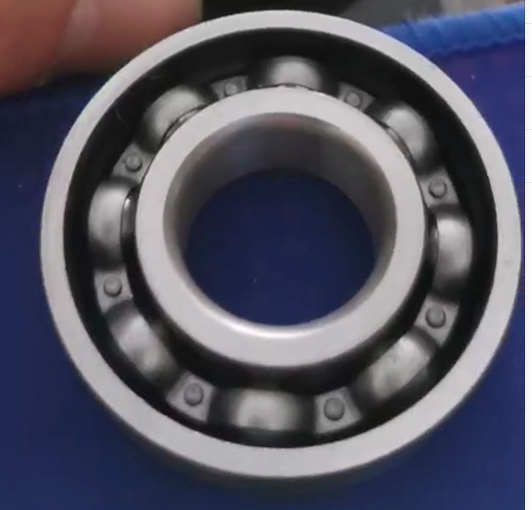
石墨轴承是由石墨原材料制成的轴承,轴承是当代机械设备中的一种重要零部件,用于支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。之所以用石墨做轴承,是因为石墨耐高温,而且可以自润滑,850度的高温下不会熔化,所以在高温环境中采用石墨轴承是非常合适的。石墨具有良好的自润滑性、耐高温性、化学稳定性和导电性等特点,石墨轴承在高温、高速、高负荷等苛刻情况下,能有效的减少摩擦和磨损,无需额外的润滑油脂,降低了维护成本,提高了设备的运行效率和可靠性。它常用于各种机械设备中,如化工设备、纺织机械、食品机械、航空航天设备等,特别是在那些不便于经常维护和添加润滑剂的工作环境中,石墨轴承具有显著的优势,在制作工艺方面,通常采用粉末冶金法、浸渍法或者机械加工法,将石墨加工成所需要的轴承形状和尺寸。
—— read more











 微信咨询详情
微信咨询详情
